Introduction to MIM Molding
What is MIM?
Metal powder injection molding (MIM) is a component manufacturing process focused on forming complex-shaped, high-performance components in production quantities from metals, or and ceramics. It is a combination of plastic molding and sintered powders. It is successful as a production process when four main considerations are satisfied:
- Low cost versus competitive fabrication routes
- High performance with competitive properties
- High shape complexity in a smaller component
- Production quantities of 10,000 – millions annually.
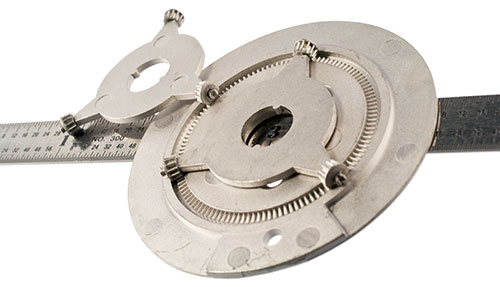
Most of this design guide is organized around detailing and quantifying these attributes. But as a starting point, note the complex shape possible with MIM. It is aligned with the MIM process because of its complex geometry that would have been cost prohibitive in other forming methods. The detail of the gear faces combined with the harsh high heat environment necessitated a high performance alloy. MIM also afforded the designers of this component the opportunity to combine multiple components into a single MIM component.
The concept of using injection molding plastic equipment to mold into a metal excites many design engineers, especially when they learn the final properties are similar to other metalworking processes. MIM succeeds because there is little material loss; typically 98% of the purchased raw material ends up in final products. Further MIM enables shape complexity in materials that are often difficult to fabricate by other processes, such as composites (W-Cu), electronic alloys (glass-metal sealing alloys), hard materials (tool steel), stainless steels, nickel- base super-alloys, titanium, and tungsten.
The MIM design process combines decisions on the material, component geometry, component function, and fabrication process. It is important to balance both economic and technical considerations.
Most common engineering alloys are possible by MIM, but about 30 alloys dominate the applications. The most popular alloys are surgical stainless steel (commonly called 17-4 PH, or American Iron and Steel Institute 630 or AISI 630) and austenitic stainless steels (AISI 304L and AISI 316L). For example after injection molding BASF’s Catamold feedstock (this is the primary feedstock family utilized by SMP) at temperatures of approximately 400°F, initially the polymeric binder is extracted from the component through the sublimation process (the plastic binder converts from a solid to a gas in the presence of nitric acid), after de-binding the particles are subjected to a high temperature heat treatment termed “sintering”. During sintering the capillary forces between the small particles densify the structure to give a slightly shrunken component that is essentially full density with tensile and hardness properties equivalent to handbook values.
Alloys can be formed by mixing elemental powders to match the desired alloy, for example iron, nickel and chromium to form a stainless steel. The powders homogenize during sintering to deliver the alloy composition and properties. Another approach is to use pre-alloyed powder where each particle contains all of the elements. Ferrous alloys are popular by MIM, and about 60% of the commercial activity is in stainless steels. Components formed by MIM are widely used in dental orthodontics, portable computers, automotive engines, surgical instruments, electronic packages, watches, hand tools, firearms, sporting devices, and cellular telephones.
One of the keys to economic success is to apply MIM to complicated geometries, those that would require extensive machining. Further gains come by adding coring, holes, or other mass reduction features, lighter parts with equal or greater strength are possible as compared to a machined component. Thus, MIM excels versus other fabrication approaches when the component complexity is high and performance demands require excellent properties. It wins against casting since it has better dimensional control and a smoother surface finish. Unlike machining, MIM is best applied to production quantities of 10,000 – millions. Accordingly, several situations have reached production quantities in excess of ten million parts per year.