MIM Design Principles
Recognizing Good MIM Candidate Parts
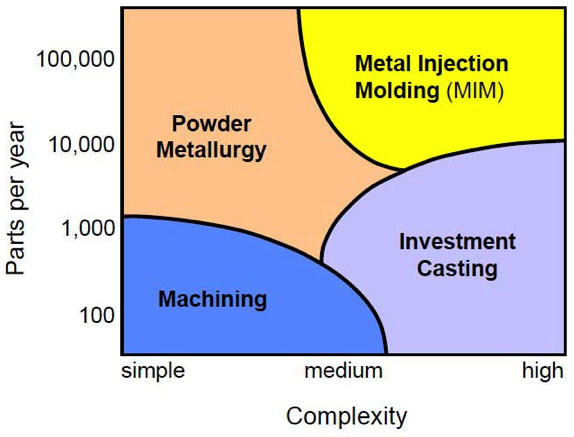
The strengths of a viable MIM component trace to worthwhile production quantities of at least 10,000 pieces annually, shape complexity, material performance, and component cost. MIM has a cost advantage in instances where the shape complexity is outside the comfort range of other manufacturing routes.
Small quantities; at a few thousand per year, give little opportunity to amortize tooling and engineering costs and are generally discouraged. Often the best match is with production quantities exceeding 20,000 per year, but some projects are successful at 10,000 parts per year (sometimes even less in rare situations). On the other hand some components in cell telephones, computers, eyeglasses, and dental orthodontic brackets reach levels approaching 100 million per year. SMP has projects that require thousands of components per year up to multi-millions with automation integrated on the production floor.
Smaller parts; typically part weights of 25 grams or less are the best fits for MIM, although some parts of 100 grams or more are possible and are in production at SMP. Another key characteristic is thinner wall sections, wall sections up to 0.250″ or 6mm are possible but not recommended. Usually MIM parts are 3″ or less in any direction but there are some exceptions that exceed this length.
Combining multiple part assemblies into a single component; screws, adhesive bonding, soldering, and welding can be eliminated with MIM.

Shape complexity is an area where MIM is strongest. It depends on the number of engineering specifications required to define the component. MIM is often applied for components ranging from 20 specifications (dimensions, locations, surface finish, and such) on the engineering definition to more than 250 specifications. Components with many features often require post- sintering machining operations to hold tolerances. About half of the production components have over 70 features. Components, such as wristwatch cases are good examples of the complexity level where MIM excels.

Material properties are a third selection factor. Many materials are available via MIM. When the material is difficult to machine, such as tool steels, titanium, ceramics, stainless steel, or nickel- base alloys, then MIM is most beneficial. Because of widespread use, stainless steels or oxide ceramics are usually good choices from a cost standpoint. The properties attained in MIM converge to those listed in engineering handbooks.
The key criteria that help identify good MIM candidates are summarized as follows:
- Production quantity more than 10,000 per year, often exceeding 20 million per year
- Number of engineering features up to 250, most often in the range of 75
- Most materials are available, but stainless steels, oxide ceramics (alumina, zirconia), steels, tool steels, nickel alloys, iron-nickel soft magnetic alloys, and specialty alloys of tungsten, titanium, cobalt-chromium, and electronic alloys are most popular
- Property levels generally rival handbook tabulations for similar compositions and heat treatments.